广告

我是一颗来自东北的玉米,在黑土地的滋养下饱满成熟。本以为被收获后就能顺利开启“饲料之旅”,却没想到,从田间到成为优质饲料的每一步,都要经历重重严苛考验。想了解我的来时路吗?
就让扬翔饲料贵港瑞康饲料有限公司品管经理韦永安,为大家讲述“我”【好饲料源自好源头】的考验之路。
PART.01 原料检测:饲料品质的关键防线

原料检测作为饲料生产环节中的第一道防线,直接决定了最终产品的质量优劣。韦永安表示“饲料产品的好坏主要取决于原料的品质。如果原料的鉴别和把关不到位,很容易导致产品质量波动、适口性下降,影响猪只的采食与生长性能。”
更为严重的是,毒素含量高的原料可能引发母猪配种失败、假发情、流产等问题,仔猪则可能出现拉稀、中毒甚至死亡的情况,给养殖户带来不可估量的经济损失。
扬翔饲料经过二十多年的实践与沉淀,建立了一套科学、系统且行之有效的原料检验制度与生产流程质量控制体系。从原料进厂开始,每一批次都必须严格接受检测,确保符合高品质标准,为稳定的产品质量打下坚实基础。
PART.02 精密流程:严苛把关每一粒原料
扬翔饲料的原料检测流程严谨而细致,每一个环节都彰显着对品质的执着追求。
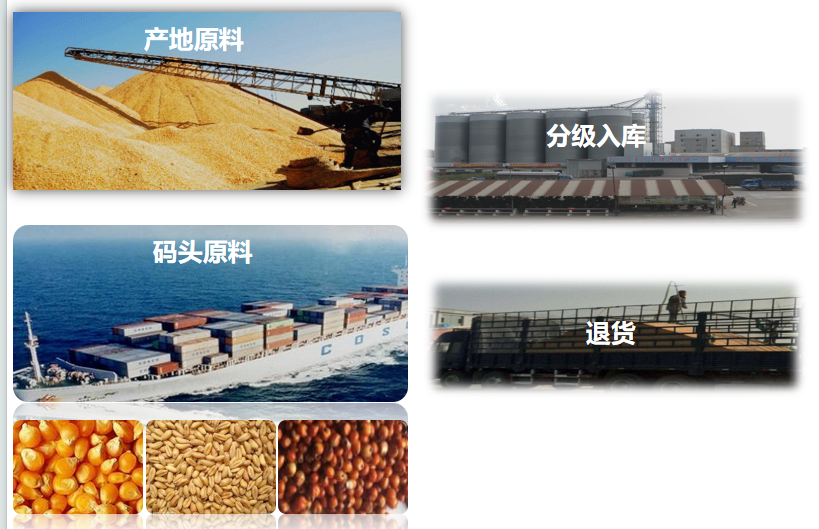
01 到厂报备:原料抵达,立即报备,检测人员随即登船/上车取样。
02 初检把关:立即查看原料是否有淋湿、发热、发霉、异味等;包装原料则严格核对供方标识(名称、生产日期、许可证、批准文号等)。
03 感官检验:细致评估颜色、气味、新鲜度、水分、容重、不完善率、杂质等指标,必要时进行适口性品评。
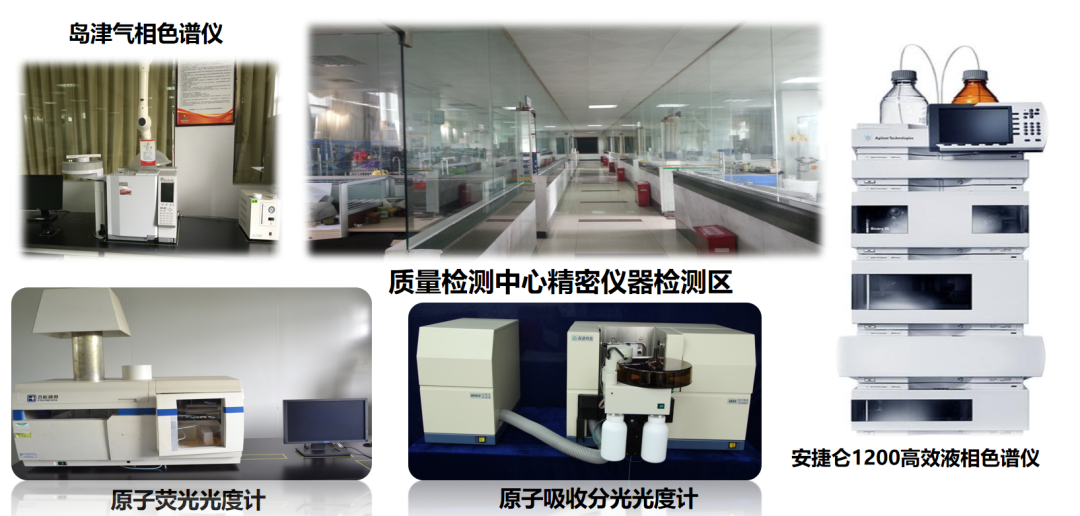
04 实验室精测:制样后送入实验室,依据原料特性精密检测常规八大项、毒素、卫生指标等关键数据。
05 智能判定:检测数据实时录入LIMS系统,系统自动比对内控标准进行判定。合格原料直接卸货使用;不合格的则走评审流程,组织采购、技术、品管、生产等部门一起评审。
PART.03 多维管控:筑牢原料品质安全网
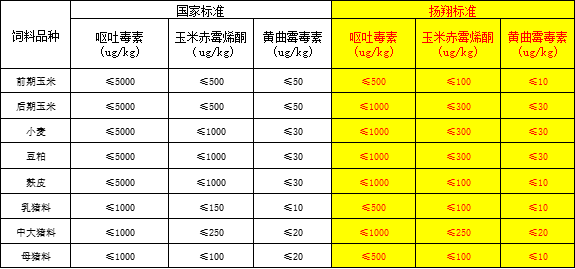
在原料采购方面,扬翔饲料制定了高于国家标准和行业要求的内控标准。以三大毒素检测为例,黄曲霉毒素B1、呕吐毒素、玉米赤霉烯酮的内控标准均远高于国家标准。

面对原料质量波动的挑战,扬翔展现出强大的应变能力。韦永安举例道:“去年全国玉米毒素普遍偏高,源头合格前期料玉米采购困难。我们启用色选机,利用其光学原理精准剔除病斑粒、霉变粒。若初选未达标,则通过倒仓功能进行二次色选,确保只有品质合格的玉米才能用于生产。”
韦永安还分享了一个印象深刻的风险防控案例:“珠三角作为南方粮食集散地,存在混装、掉包风险。我们严格要求装船时必须有我方品管员现场监督。一旦发现违规操作,立即叫停,非我方货物必须卸下重装,或整船拒收由供方自行处理。”雨季运输防护也是重点,到港后若发现淋湿变质,会协同船方报险理赔,损失由承运方承担并处置问题原料。

此外,扬翔还建立了常态化巡查机制,定期检查仓库原料、车间流程,监测筒仓料温,确保任何异常都能被及时发现、评估并妥善处置。

未来,扬翔饲料将继续秉承“今天的饲料就是明天的食品”的生产理念,以更加严谨的态度、更加先进的技术、更加完善的管理,不断提升饲料品质,为养殖户提供更加优质、安全、高效的饲料产品。
品质之路,永无止境。扬翔饲料,始终在路上!

最新发布